Ground calcium carbonate (GCC) is widely used in plastics, paints, coatings, paper, adhesives, sealants, rubber, and construction materials. Chemical purity matters, but particle size distribution often has a more direct effect on dispersion, surface quality, rheology, mechanical behavior, and processing stability.
An average particle size gives an incomplete picture. Two GCC grades may share the same median size but contain very different fine and coarse fractions, producing different melt flow, gloss, smoothness, mechanical properties, and defect rates. Evaluation should therefore include D10, D50, D90, D97 or D98, and top cut. This blog by TLD Vietnam explains the key particle size distribution parameters and their impact on GCC performance across different applications.
What Is Particle Size Distribution In GCC?
Particle size distribution describes how the total amount of GCC is divided among particles of different sizes. It does not assume that every particle has the same diameter. Instead, it shows the percentage of material below or within defined size ranges.
GCC is produced by crushing, grinding, and classifying limestone, marble, or chalk. Because mineral breakage is not perfectly uniform, the finished powder contains particles of different dimensions. Grinding conditions, classifier efficiency, mineral structure, moisture, and surface treatment can all influence the final distribution.
Particle size is normally expressed in micrometres, or µm. Commercial natural calcium carbonate fillers range from submicron grades to products containing particles above 100 µm, although performance-focused plastic and coating grades use much narrower ranges.
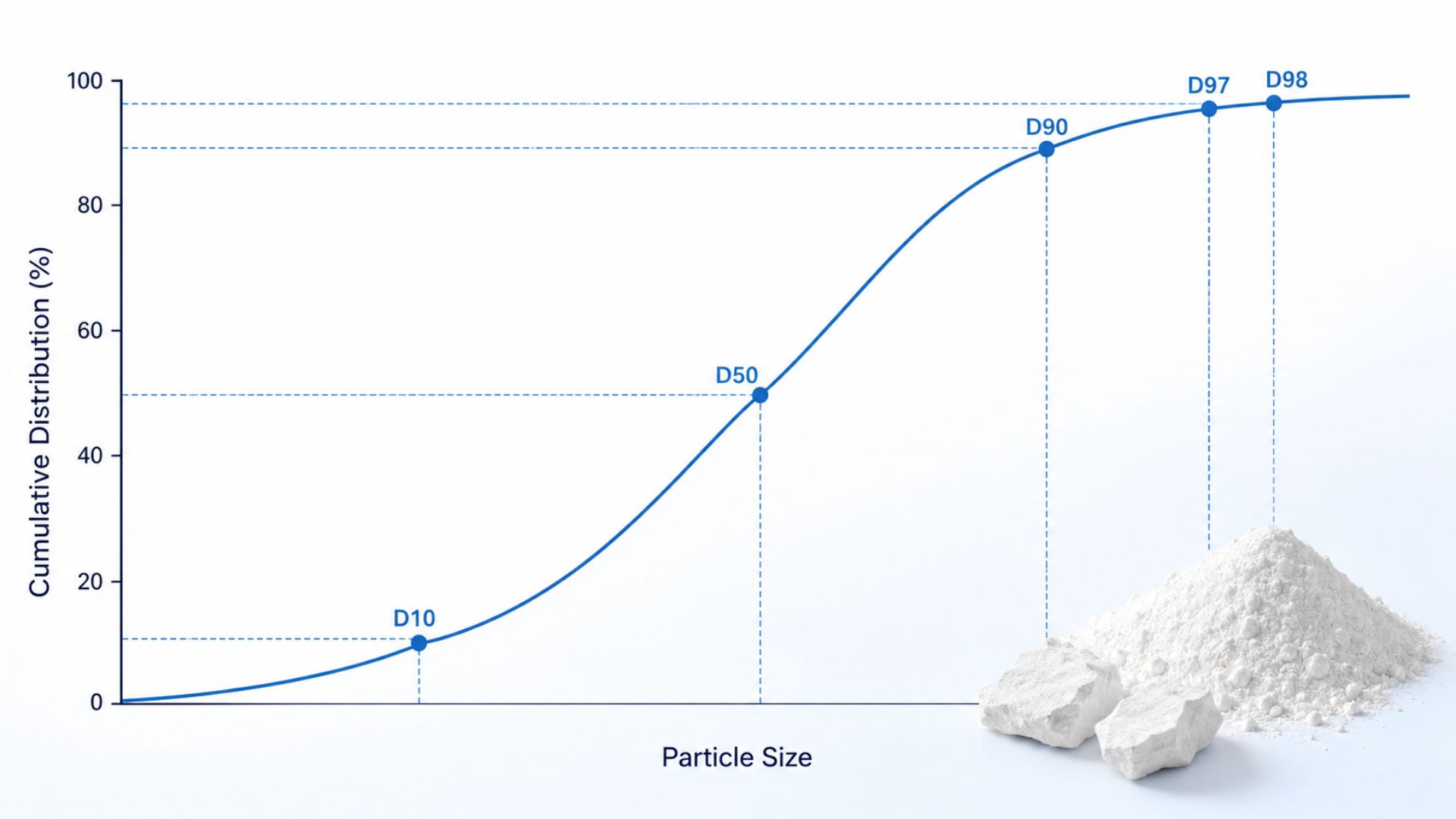
Results are commonly shown as a cumulative curve in which each point indicates the percentage of material smaller than a stated diameter. The curve reveals the fine fraction, central portion, and coarse tail.
Why Particle Size Distribution Matters
Particle size distribution controls how GCC particles pack, how much surface must be wetted by resin or liquid binder, and how easily particles separate during mixing.
Fine particles provide more surface area per unit mass. This can improve surface finish, but it also increases demand for polymer, dispersant, plasticizer, or binder. Excessive fineness may raise viscosity and worsen agglomeration.
Coarser particles have lower surface area and may reduce binder demand. When combined with finer fractions, they can also support efficient packing. However, too many large particles can cause scratches, roughness, visible specks, film defects, screen blockage, or local mechanical weakness.
The best distribution is therefore not always the finest one. It must balance dispersion, packing, processing, appearance, mechanical properties, and cost. Suppliers offer different sizes, distribution shapes, brightness levels, and surface treatments because no single grade suits every system.
Understanding D10, D50, D90, D97, D98, And Top Cut
D10
D10 is the diameter below which 10% of the measured sample lies. It describes the fine end of the distribution. A very low D10 indicates a substantial ultrafine fraction.
Ultrafine particles can fill gaps between larger particles, but their greater surface area requires stronger dispersion or more effective surface treatment.
D50
D50 is the median particle diameter. Half of the sample is smaller than this value and half is larger. It is the most commonly reported parameter and is useful for rapid comparison between grades.
D50 should not be used alone. Two powders with the same value may have very different widths: one tightly classified, the other rich in both ultrafines and coarse particles.
D90
D90 is the diameter below which 90% of the sample lies. It gives a clearer indication of the coarse portion than D50. It is useful for processes sensitive to visible particles, surface roughness, filtration pressure, or restricted flow channels.
D97 and D98
D97 and D98 are the diameters below which 97% and 98% of the sample lie. They are commonly used to monitor the coarse tail of finely ground mineral products.
A low D98 usually indicates tighter control of large particles. This is especially important in thin films, high-gloss surfaces, fine coatings, paper coating layers, and products with narrow dies or screens. Even a small percentage of oversized particles can create defects when the final product is thin or visually demanding.
Top Cut
Top cut refers to the practical upper size limit of a powder. Its definition can differ between suppliers and test methods. It may correspond to D98, another high percentile, or the largest particle detected under specified conditions.
For purchasing and quality control, the supplier should define how top cut is measured. A top-cut value is meaningful only when the test method, sample dispersion, and reporting basis are known.
How Particle Size Distribution Is Measured
Laser diffraction is one of the most common methods for industrial powders. It estimates particle size from the way a dispersed sample scatters light. ISO 13320:2020 provides guidance for instrument qualification and particle-size distribution measurement by laser diffraction in powders, suspensions, sprays, emulsions, and other two-phase systems.
GCC can be tested by wet or dry dispersion. In wet analysis, the powder is dispersed in a suitable liquid using controlled agitation or ultrasound. In dry analysis, compressed air or another mechanism separates the particles before measurement.
Sample preparation strongly affects the result. Insufficient dispersion leaves agglomerates intact and makes the powder appear coarser. Excessive ultrasound may break weak agglomerates more aggressively than normal industrial mixing. Refractive index settings, dispersion pressure, liquid chemistry, and analysis model can also influence the reported curve.
Sedimentation methods are also used. Instruments such as the SediGraph determine D10, D50, and D90 from sedimentation behavior and mass concentration. Microscopy is useful for examining shape, agglomerates, and unusually large particles, but it is less convenient for routine full-distribution measurement.
Supplier samples should be compared using the same method and preparation procedure, because results from different techniques are not always interchangeable.
Wide vs. Narrow Particle Size Distribution
A narrow distribution contains particles concentrated within a limited size range. A wide distribution contains a larger proportion of both fine and coarse particles around the median.
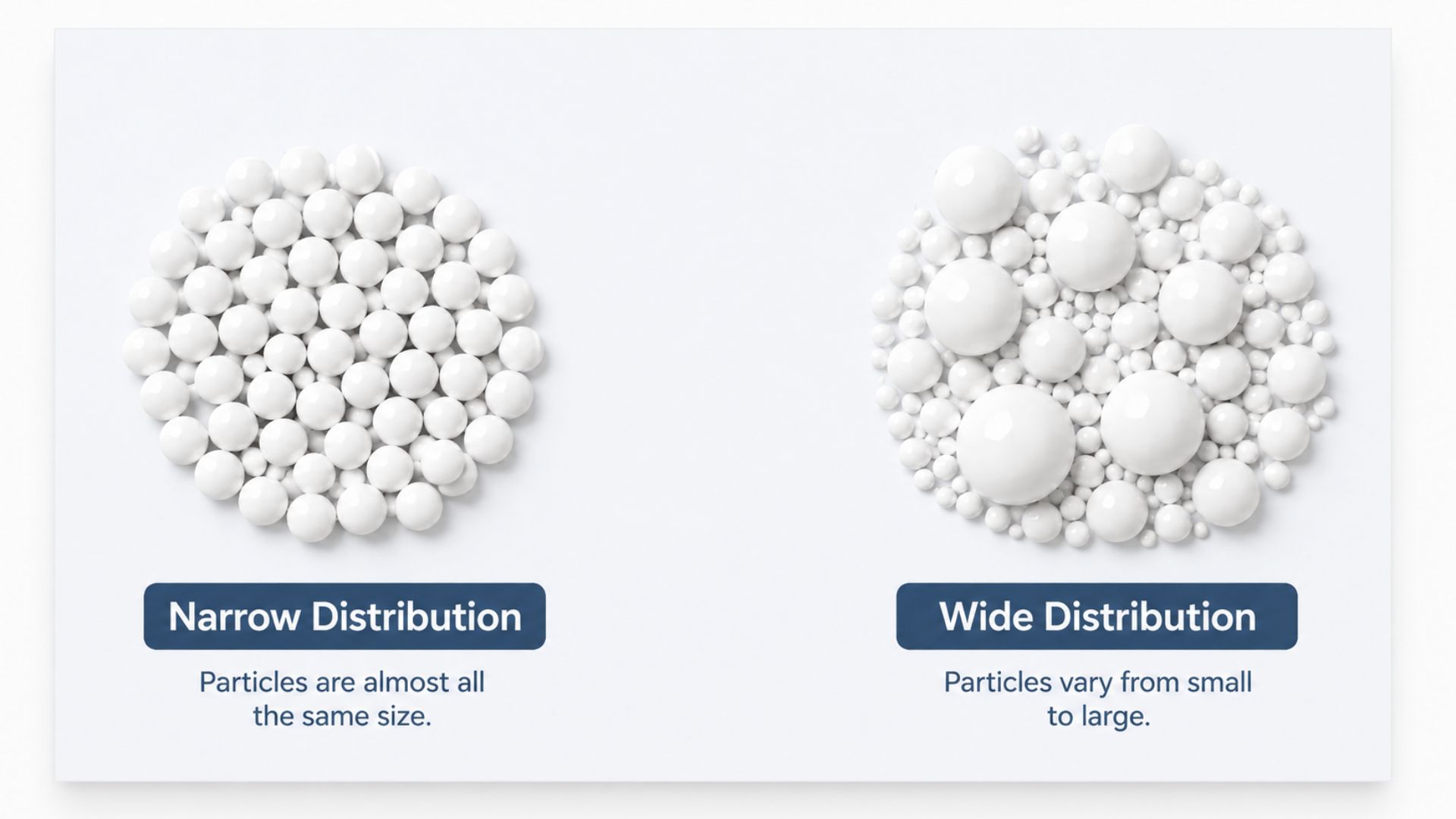
Narrow distributions can provide consistent appearance, predictable rheology, and better control of large-particle defects. GCC products developed for smoothness and uniformity are often described as having a narrow or closely sized distribution.
A wider distribution is not automatically poor. Fine particles can occupy spaces between larger particles, improving packing density and sometimes enabling higher filler loading. The problem arises when the distribution is wide because grinding and classification are poorly controlled rather than intentionally optimized.
A common indicator of distribution width is the span:
Span = (D90 − D10) / D50
A lower span usually indicates a narrower distribution. However, the ideal span depends on particle shape, surface treatment, matrix viscosity, filler loading, and application requirements. The full curve remains more informative than one calculated number.
How Particle Size Distribution Affects GCC Performance
Dispersion and particle agglomeration
Good dispersion means that GCC is distributed uniformly through the polymer or liquid phase without persistent clusters. Fine particles have strong attractive forces relative to their mass and are more likely to agglomerate. Surface treatment, often based on fatty acids for polymer applications, improves compatibility with organic matrices and reduces particle-to-particle attraction.
Poor dispersion creates local areas with excessive filler concentration. These may appear as white spots, rough zones, weak points, gels, or unmelted-looking defects. Research on calcium carbonate-filled polymer and rubber systems shows that dispersion method and surface modification can significantly influence final structure and properties.
Surface smoothness, gloss, and appearance
Large particles and agglomerates can project through a coating, film, or molded surface. This increases roughness and may reduce gloss. Fine GCC with a controlled coarse tail generally supports a smoother and more uniform appearance.
In paints and coatings, particle size selection affects sheen, opacity, and surface behavior. In coated paper, particle size and surface properties influence smoothness, brightness, whiteness, opacity, and air permeability.
Viscosity, melt flow, and processing performance
As particle size decreases, specific surface area normally increases. More polymer or liquid is required to wet the mineral surface, which can raise viscosity. At high loading, additional particle contacts can make the formulation more sensitive to shear.
In plastics, an unsuitable distribution can increase extrusion pressure, reduce melt flow, raise energy use, and destabilize output. In liquid systems, too many ultrafine particles may cause high low-shear viscosity, difficult pumping, or poor leveling. A controlled distribution can improve packing and help maintain workable rheology. Highly filled materials require particular care because particle concentration can substantially change flow behavior.
Mechanical properties of plastic products
Smaller, well-dispersed particles provide more interfacial area and are less likely to behave as large critical flaws. They may support stiffness, dimensional stability, and, in suitable formulations, impact performance.
Smaller size does not guarantee better properties. Agglomeration, weak adhesion, excessive loading, moisture, and poor treatment can cancel the benefits. Coarse particles or clusters may initiate cracks under tensile, impact, or flexural stress. Particle size, filler loading, and interface adhesion must therefore be considered together.
Filler loading capacity
The amount of GCC that can be added depends partly on packing efficiency and the amount of binder needed to wet the particles. A well-designed distribution can reduce empty space between particles and permit a higher mineral fraction before viscosity becomes unacceptable.
Some commercial GCC products are specifically engineered to increase loading by optimizing particle packing and distribution. Maximum loading still depends on surface treatment, polymer type, equipment, product thickness, and required mechanical performance.
Recommended GCC Particle Sizes For Different Applications
The following ranges are practical starting points rather than universal specifications. Results vary with the measurement method, mineral source, formulation, equipment, product thickness, and quality target. Final selection should always be confirmed by laboratory and production trials.

Blown Film
Blown film requires strict control of coarse particles because one large particle or hard agglomerate can cause weak spots, poor printing, film rupture, or visible defects. Fine, coated GCC is commonly preferred. A practical starting point is D50 around 1-3 µm with a tightly controlled D97 or D98, often below approximately 8-12 µm for demanding thin-film products.
Breathable films use a specialized distribution. When the filled film is stretched, a defined particle size helps create uniform pores and controlled moisture-vapor transmission. The correct grade depends on film thickness, draw ratio, polymer type, and permeability target.
PP Woven Bags and Raffia
PP raffia and woven sack tapes can usually tolerate a somewhat broader distribution than thin blown film. A common starting range is D50 of about 2-5 µm, with the coarse tail controlled to reduce tape breaks, die deposits, and unstable stretching.
The GCC must disperse well in polypropylene and pass through screen packs without rapidly increasing pressure. A slightly broader distribution may support higher filler loading, but large particles must remain small relative to tape thickness.
Injection Molding
Injection molding can use a wider range because molded wall sections are generally thicker than films. Fine grades with D50 around 1-5 µm are common when smooth surfaces, consistent color, and balanced mechanical properties are required.
Some less appearance-sensitive or highly filled products can use coarser grades. The optimum distribution depends on gate size, flow length, mold finish, impact requirements, shrinkage, and cycle time.
Plastic Pipes and Profiles
Rigid PVC pipes, fittings, and profiles commonly use fine GCC to support stiffness, dimensional stability, surface quality, and formulation cost. D50 values around 1-3 µm are often selected for higher-performance systems, while coarser products may suit less demanding profiles.
The coarse tail is important because large particles can contribute to rough extrusion surfaces, plate-out, local weakness, or pressure fluctuation. Surface treatment and moisture should be evaluated together with the size distribution.
Paints and Coatings
Paints use GCC across a broad size range. Fine and ultrafine grades support smoothness, uniform appearance, opacity development, and gloss control. Coarser grades can modify texture, lower formulation cost, or reduce sheen.
For smooth decorative or industrial coatings, D50 often falls near 1-5 µm. Textured coatings may use much coarser material. Selection should also consider pigment volume concentration, binder type, titanium dioxide content, application method, and target gloss.
Paper and Adhesives
Paper filling and paper coating require different particle characteristics. Fine GCC in coated paper can improve smoothness, brightness, opacity, and print quality, but the distribution must also permit suitable coating rheology and drainage. Suppliers therefore provide grades with different sizes, distributions, and brightness levels for specific paper and board processes.
In adhesives and sealants, GCC can act as a filler, rheology modifier, reinforcement aid, or cost-control component. Fine grades provide smoothness and strong surface interaction but may increase viscosity. Coarser or blended distributions can support higher loading and workable flow. Surface-treated grades are often selected where low moisture and compatibility with organic binders are important.
Common Problems Caused By Poor Particle Size Distribution
Poorly controlled particle size distribution can cause agglomeration, white spots, surface roughness, inconsistent gloss, unstable viscosity, reduced melt flow, high extrusion pressure, screen blockage, die buildup, plate-out, film holes, tape breaks, lower impact strength, crack initiation, and variation between production batches. Too many ultrafine particles may raise binder demand and viscosity, while an uncontrolled coarse tail may create visible defects and mechanical weak points. These problems can occur even when D50 meets specification, so D90, D97 or D98, top cut, moisture, surface treatment, and the complete distribution curve should be reviewed together.
Conclusion
Particle size distribution is one of the most important quality parameters for GCC because it directly affects dispersion, packing efficiency, processing behaviour, surface finish, and mechanical performance. Rather than evaluating a grade based on D50, manufacturers should consider the complete particle size distribution, surface treatment, moisture content, and batch-to-batch consistency. Selecting a GCC grade with a particle size distribution that aligns with the processing conditions and end-use requirements is essential for achieving consistent product quality and manufacturing performance.





