Fish eyes are among the most common surface defects in PVC products, appearing as small dots, grains, or circular marks that can negatively affect both appearance and product performance. While they may seem minor, fish eyes often indicate underlying issues related to PVC fusion, additive dispersion, processing conditions, raw material quality, or equipment performance. Understanding their causes is essential for maintaining stable production and achieving consistent product quality. In this article, TLD Vietnam explores the main causes of fish eyes in PVC products and practical solutions to eliminate them effectively.
What Are Fish Eyes In PVC Products?
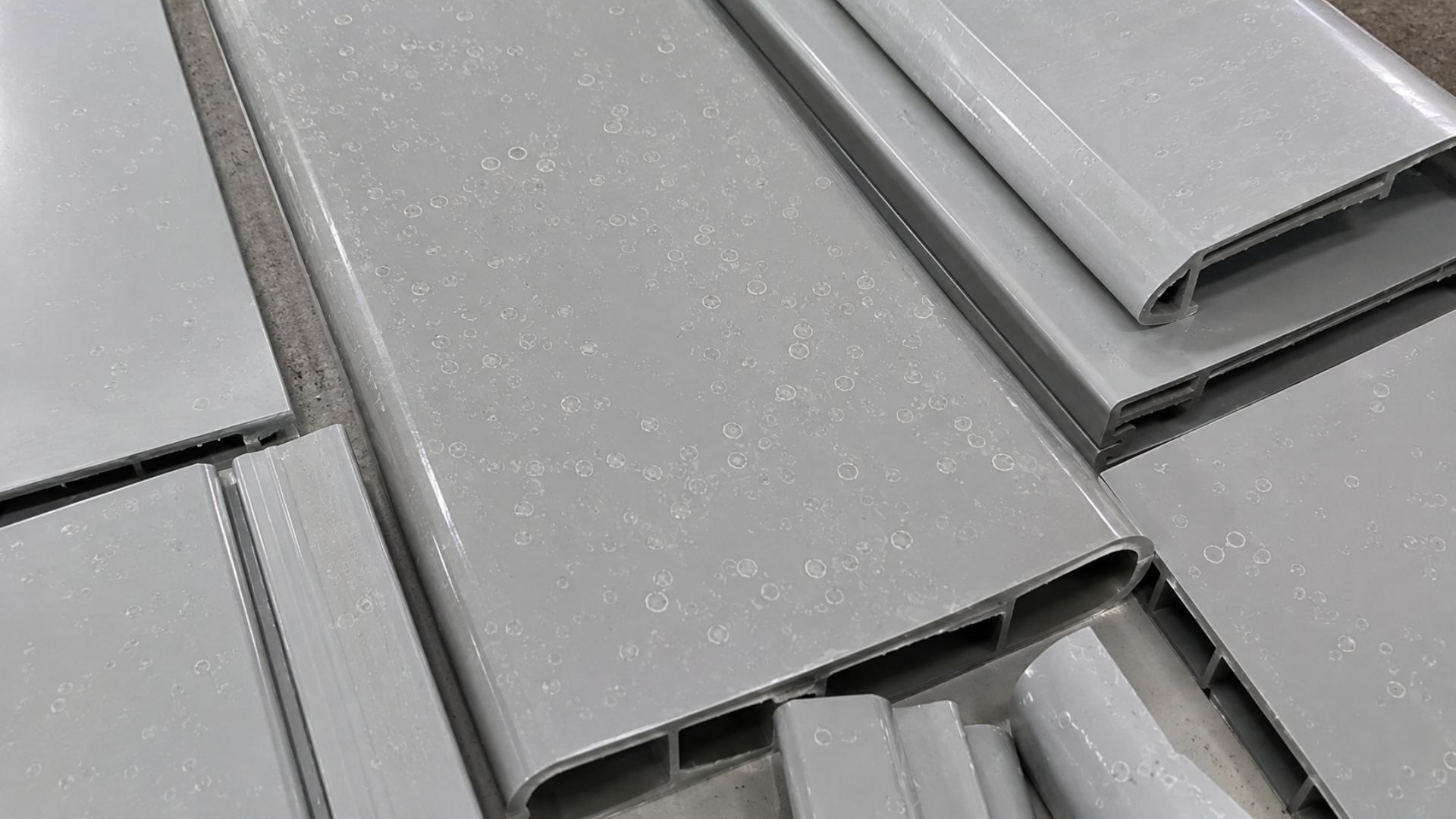
Fish eyes in PVC are small visual defects that appear as round spots, cloudy dots, unmelted particles, raised grains, or circular distortions on the surface or inside a finished product. They are commonly observed in PVC pipes, profiles, sheets, films, flooring, cable compounds, and other rigid or flexible applications. Although the defect may look minor, it often indicates that the compound has not fused, dispersed, or flowed uniformly during processing.
In PVC processing, the material does not simply melt like polyolefins such as PE or PP. Resin particles must absorb heat, pressure, and mechanical shear to form a continuous gelled structure. When this transformation is incomplete, some resin particles or formulation components remain as separate points in the melt. These points later become fish eyes in the final product.
These defects can stem from resin, filler agglomerates, poorly dispersed pigments, lubricant imbalance, degraded particles, contamination, or inconsistent recycled material. The issue should not be treated merely as a surface problem. It is usually a signal that something in the formulation, compounding process, material quality, or machine condition needs attention.
Why Fish Eyes Are A Serious Quality Defect In PVC Processing
Fish eyes affect both appearance and processing reliability. In some products, such as underground pipes or industrial profiles, a small number of visual defects may not immediately affect function. However, in white profiles, transparent sheets, films, decorative panels, flooring, and cable compounds, even minor surface defects can lead to customer complaints or rejection.
The presence of these defects may also indicate unstable fusion. If the PVC matrix is not properly gelled, the final product can show poor surface smoothness, weaker mechanical performance, lower impact resistance, or inconsistent dimensional stability. In applications that require smooth extrusion, stable color, or high surface quality, this issue can reduce yield and increase scrap rates.
PVC has a relatively narrow processing window. Too little heat or shear can cause incomplete fusion. Too much heat, excessive residence time, or poor flow design can lead to degradation. Fish eyes in PVC often appear when the process is operating outside this stable window. This makes them useful diagnostic indicators for production engineers, not just cosmetic issues for quality control teams.
Common Signs Of Fish Eyes In PVC Products
Fish eyes in PVC can appear in several forms depending on the root cause. White or pale dots often indicate under-fused resin particles or calcium carbonate agglomerates. Cloudy circular marks may suggest poor dispersion of additives or uneven fusion. Small hard grains on the surface can come from filler lumps, unmelted compound particles, or contaminated raw materials.
Brown or black specks are usually related to thermal degradation, material hang-up, or burnt residues from the barrel, screw, adapter, screen pack, or die. In transparent film or sheet, they may appear as optical distortions or small cloudy areas that interrupt clarity. In colored products, they can look like pale spots, color streaks, or uneven pigment distribution.
The appearance, hardness, color, and frequency of the defect provide important clues. A repeated pattern may be linked to the die or flow channel. Random particles often indicate contamination or raw material inconsistency. Defects appearing after a change in resin, filler, stabilizer, lubricant, pigment, or recycled material should prompt immediate review.
The Main Causes Of Fish Eyes In PVC Products
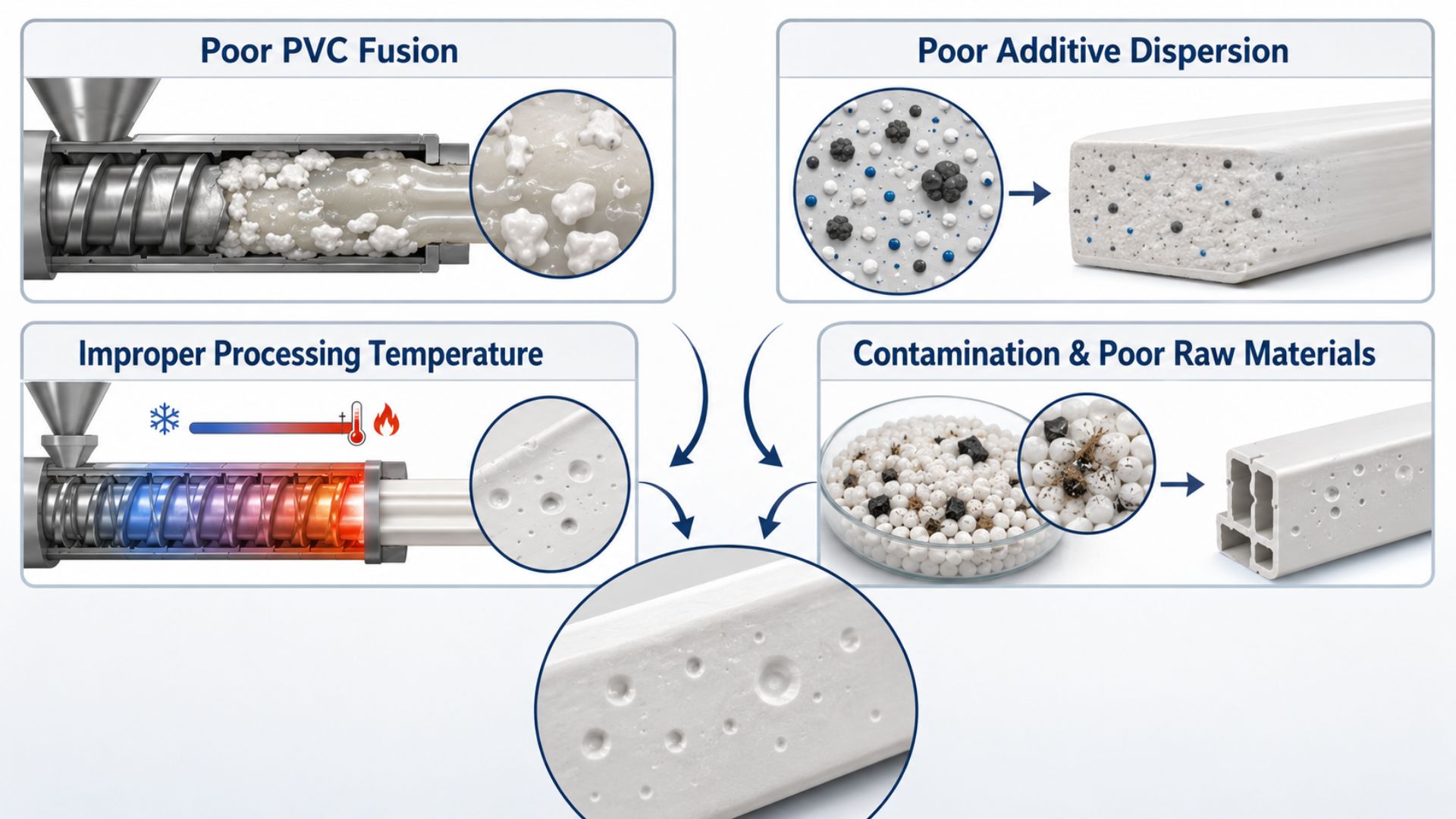
The formation of these defects is rarely due to a single factor. It usually results from the interaction between raw material quality, formulation design, compounding efficiency, screw design, process temperature, shear force, residence time, filtration, and machine cleanliness.
Common causes include poor fusion, improper processing temperature, poor dispersion of additives and fillers, imbalanced lubricant systems, low-quality resin, inadequate mixing during compounding, unsuitable screw design, insufficient shear, short residence time, moisture, contamination, and uncontrolled recycled material.
Because several causes can produce similar visual defects, solving the problem requires a systematic approach. The manufacturer should avoid simply increasing the temperature or changing one additive. Instead, they should determine whether the issue stems from under-fusion, agglomeration, thermal degradation, contamination, or formulation instability.
Poor PVC fusion
Poor fusion is one of the most frequent causes. During extrusion, calendering, or molding, resin particles must transform from separate grains into a continuous, homogeneous structure. This requires sufficient heat, mechanical energy, pressure, and residence time.
If particles do not receive enough energy, some remain only partly fused. These under-fused particles often appear as hard white dots, cloudy grains, or small circular defects. This is especially common in rigid PVC products such as pipes, profiles, sheets, and cable compounds, where fusion quality strongly affects surface smoothness and mechanical strength.
Poor fusion can result from low melt temperature, excessive external lubricant, high output rate, weak screw mixing, short residence time, or unsuitable resin grade. The defect often decreases when gelation is improved through increased shear, slightly reduced output, adjusted temperature profile, or the use of a suitable acrylic processing aid.
Improper processing temperature
Processing temperature directly influences fusion, viscosity, dispersion, and thermal stability. Too low a temperature prevents complete fusion. Too high a temperature can cause local degradation, forming brown specks, burnt gels, or yellowing.
The actual melt temperature is not always the same as the barrel settings on the control panel. It is affected by screw speed, output rate, back pressure, formulation, lubricant balance, filler loading, and frictional heat. A line may show normal zone temperatures but still produce unstable melt quality.
A stable temperature profile should support progressive fusion without local overheating. The compound should reach a homogeneous melt state before entering the die, while avoiding dead spots where material can degrade. When fish eyes appear together with yellowing, black specks, or burnt particles, thermal stability and residence time should be carefully reviewed.
Poor dispersion of additives and fillers
Poor dispersion of additives and fillers is another major contributor. PVC formulations typically include calcium carbonate, titanium dioxide, stabilizers, lubricants, processing aids, impact modifiers, pigments, plasticizers, and other components. If these are not evenly distributed, agglomerates can remain and appear as surface defects.
Calcium carbonate is particularly important in filled systems. Coarse particles, high moisture, poor coating, or inconsistent particle size distribution can lead to hard agglomerates that do not disperse well. These can become white specks, rough points, or visible defects.
TiO2 and pigments can also create issues if poorly dispersed. Stabilizers and lubricants may form localized concentrations if the dry blend is not uniform. For this reason, the quality and consistency of additives directly affect surface quality.
Imbalanced lubricant
The lubricant system influences fusion and flow. Internal lubricants improve movement within the PVC matrix, while external lubricants reduce friction with metal surfaces. The balance must be carefully controlled.
Excessive external lubricant can reduce frictional heat and shear, delaying fusion and leaving resin particles under-gelled. Insufficient external lubricant can cause sticking, overheating, and degradation or plate-out.
A balanced system allows fusion at the right point in the screw while maintaining smooth flow through the die. The correct balance depends on resin K-value, filler loading, stabilizer type, processing aid, screw design, and target output rate.
Low-quality PVC resin
Low-quality resin can directly increase these defects. Particle size distribution, porosity, apparent density, K-value, volatile content, and contamination level all influence fusion behavior. Hard particles, gels, poorly porous grains, or foreign matter can create problems even under acceptable processing conditions.
Lot-to-lot variation is also significant. When defects appear after a resin change, the new material should be compared with retained samples from stable production. Resin quality should be evaluated not only by certificate values but also by actual processing performance, including fusion time, dry flow, particle uniformity, and thermal stability.
Poor mixing during PVC compounding
Poor mixing during dry blending is a frequent cause. Resin must be uniformly coated with stabilizers, lubricants, fillers, pigments, and other additives. Insufficient mixing time, temperature, or mechanical action in the hot mixer leads to inhomogeneity.
The sequence of ingredient addition matters. Incorrect feeding order, overloaded mixer capacity, worn blades, inaccurate weighing, or unstable discharge temperature can all contribute. The cooling mixer is equally important; inadequate cooling can cause lumps that later appear as defects.
Screw design, shear force, and residence time problems
Screw design, shear, and residence time strongly affect outcomes. The screw must provide adequate compression, friction, and mixing to complete fusion without overheating. Weak mixing or an unsuitable design can leave particles under-fused.
High output rates reduce residence time and may cause incomplete fusion. Excessive residence time or dead spots can lead to degradation. The adapter, breaker plate, screen pack, and die should be inspected regularly, as material hang-up in these areas can generate degraded particles.
How To Identify The Root Cause Of Fish Eyes In PVC Production
Identifying the root cause requires careful observation, process review, and controlled trials. First, examine the defect: color, size, hardness, shape, frequency, and location offer valuable clues. White hard grains often point to under-fused resin or filler agglomerates. Brown or black particles suggest degradation. Cloudy gels may indicate resin gels or incompatible material. Random foreign particles suggest contamination.
Next, review recent changes in resin, filler, lubricant, stabilizer, processing aid, recycled material, mixer settings, screw speed, temperature profile, output rate, or screen pack. Comparing current production with previous stable batches is often the quickest way to identify the cause.
Conduct controlled trials one variable at a time. Increasing fusion energy can confirm under-fusion. Changing the screen pack can reveal gels or contamination. Testing filler moisture can identify agglomeration risk. This methodical approach prevents random adjustments and leads to more efficient solutions.
How To Eliminate Fish Eyes In PVC Products
Eliminating these defects requires matching the solution to the actual cause. Classify the issue into categories such as under-fused particles, filler or additive agglomerates, degraded gels, or foreign contamination. Each requires different corrective actions.
Optimize PVC fusion conditions
Improve gelation by adjusting barrel temperature, screw speed, back pressure, output rate, and processing aid level. The goal is uniform fusion, not simply higher temperatures. Reducing throughput slightly can increase residence time. If external lubrication is excessive, reducing it carefully may increase frictional energy. Suitable acrylic processing aids can promote fusion and improve melt homogeneity in rigid applications.
Adjust processing temperature
The temperature profile should support progressive fusion while avoiding degradation. Early zones compact and heat the material; middle zones promote fusion; later zones and the die maintain homogeneity. Make changes gradually while monitoring torque, melt pressure, melt temperature, color, and surface quality. Keep equipment clean to prevent degraded material from accumulating in the die, adapter, or screw.
Improve mixing and compounding quality
Ensure the hot mixer reaches the correct discharge temperature for even distribution of additives. The cooling mixer should prevent lumping. Check the dry blend for uniform appearance, free flow, and absence of lumps. Control batch size, loading sequence, weighing accuracy, and cooling performance.
Balance internal and external lubricants
Adjust lubricants carefully to support proper fusion timing and smooth flow. Small changes can significantly affect behavior, so evaluate them in combination with resin grade, filler loading, stabilizer system, and processing conditions.
Use consistent fillers, pigments, and additives
Select materials with appropriate particle size, surface treatment, low moisture, and good dispersion characteristics. Consistent quality in calcium carbonate, TiO2, stabilizers, lubricants, and processing aids helps maintain stable processing and surface quality.
Control raw material moisture
Store materials in dry conditions and test moisture levels, especially for calcium carbonate and fillers. Moisture can cause lumps, poor dispersion, and surface defects.
Select the right processing aid
Acrylic processing aids can improve fusion, melt strength, and surface smoothness when poor fusion or unstable melt flow is the issue. Choose grade and dosage based on the specific application, resin K-value, filler level, and equipment.
How Material Selection Helps Prevent Fish Eyes In PVC
Material selection plays a central role. Consistent raw materials reduce agglomerates, under-fused particles, color defects, and degradation. Evaluate fillers for particle size and coating quality, lubricants for balanced fusion and flow, processing aids for melt uniformity, and stabilizers for reliable thermal protection. Stable materials make the compound easier to process and the product more uniform.
The Role Of Input Material Quality And Technical Support
The quality of input materials has a direct influence on the formation and prevention of fish eyes in PVC products. A PVC formulation does not depend only on the resin itself, but also on the stability and compatibility of calcium carbonate, lubricants, acrylic processing aids, TiO2, stabilizers, pigments, impact modifiers, plasticizers, PVC, and other processing additives. Each component affects the way the compound fuses, flows, disperses, and resists thermal stress during production.
Poorly controlled calcium carbonate may create agglomerates or white specks. An unsuitable lubricant system may delay fusion or cause overheating. Inefficient processing aids may fail to improve melt homogeneity. Poorly dispersed TiO2 or pigments may lead to color inconsistency, while weak stabilizers can increase the risk of yellowing, black specks, or degraded gels. For this reason, controlling raw material quality is one of the most practical ways to reduce defect risk before the material enters the extruder.

TLD Vietnam manufactures and supplies high-quality calcium carbonate and PVC additives, including lubricants, acrylic processing aids, TiO2, stabilizers, and other formulation components used in PVC processing. Beyond material supply, TLD Vietnam also provides technical support through an experienced application team that understands the relationship between formulation, processing conditions, and final product quality.
By reviewing raw materials, evaluating processing behavior, and optimizing the additive package according to each production line, the technical team helps manufacturers reduce the risk of fish eyes, improve fusion stability, minimize surface defects, and support more consistent, efficient, and high-quality PVC production.
Conclusion
Fish eyes in PVC are small defects that often indicate underlying issues in formulation or processing. Common causes include poor fusion, inadequate dispersion, improper temperature settings, lubricant imbalance, contamination, and inconsistent raw materials.
Effective troubleshooting requires a systematic approach, focusing on material quality, blending consistency, processing conditions, and equipment performance. By maintaining stable formulations and optimized processing parameters, manufacturers can minimize fish eyes, improve product quality, and achieve more consistent PVC production.





